সিএনসি মাহিনিং সহ OEM ফোরজিং বড় খাদ ইস্পাত একক ডাবল হেরিংবোন হেলিকাল গিয়ার রিং
আমরা গ্রাহকের অঙ্কন অনুযায়ী বড় ফোর্জিং, ঢালাই এবং ঢালাই গিয়ার উত্পাদন করতে পারি। কাজের শর্ত অনুযায়ী এবং
ক্লায়েন্টদের অনুরোধ, আমরা গিয়ার গ্রাইন্ডিং, সারফেস হার্ডেনিং, সিমেন্টেড এবং নিভেনিং, নাইট্রাইডিং এবং নিভেনিং ইত্যাদিও করতে পারি।
|
উপাদান
|
কার্বন ইস্পাত, খাদ ইস্পাত
|
|
স্ট্যান্ডার্ড
|
ASTM DIN।EN GOST JIS ইত্যাদি
|
|
গঠন
|
Forging, ঢালাই এবং ঢালাই
|
|
গিয়ার মডিউল
|
8-120
|
|
গিয়ার নাকাল
|
MAX মডিউল 24
|
|
গিয়ার হুইলের ব্যাস:
|
MAX 13 000 মিমি
|
|
সর্পিল গিয়ারের ব্যাস:
|
MAX2 200 মিমি
|
|
গিয়ার শ্যাফটের দৈর্ঘ্য:
|
MAX 5 000 মিমি
|
|
OEM পরিষেবা দেওয়া হয়
|
গ্রাহক অঙ্কন অনুযায়ী
|
|
সেগমেন্ট গিয়ার অফার করা হয়েছে:
|
গ্রাহকের অনুরোধ অনুযায়ী
|
|
তাপ চিকিত্সা
|
প্রশ্ন ও টি কেস শক্ত করা
|
|
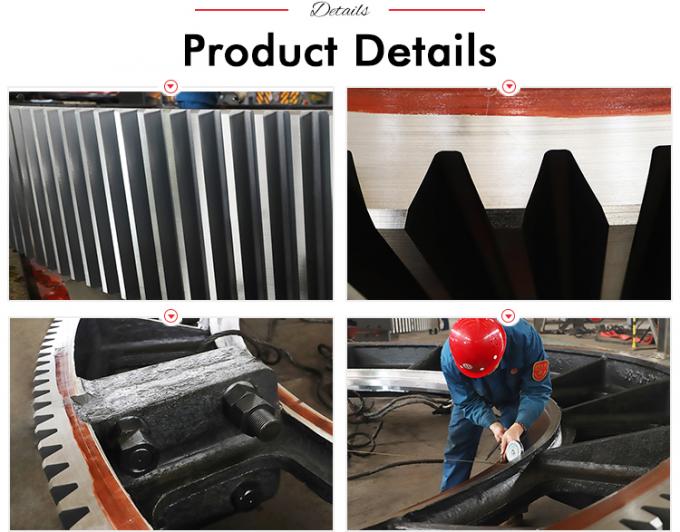
আমরা তিনটি ভিন্ন ডিজাইনে ঘের গিয়ার প্রদান করি
1. গড়া ইস্পাত
- নকল আংটি
- ঘূর্ণিত প্লেট
ঢালাই ইস্পাত
নমনীয় (নোডুলার) ঢালাই লোহা
বানোয়াট গিয়ারগুলি অতীতে আরও সাধারণ হয়ে উঠেছে এবং নকল ইস্পাত গিয়ার রিম উপকরণ এবং ইলেক্ট্রো ওয়েল্ড বডি স্ট্রাকচার দিয়ে তৈরি করা হয়।রিংগুলি উচ্চ প্রতিরোধের খাদ স্টিলের সম্পূর্ণ ব্লক থেকে তৈরি করা হয়।রিংটির রুক্ষ যন্ত্রের পরে, যান্ত্রিক বৈশিষ্ট্য এবং সেইজন্য এর প্রাসঙ্গিক কার্যকারিতা উন্নত করার জন্য আমরা কঠোর এবং টেম্পারিং তাপ চিকিত্সা করি।
বানোয়াট ঘের গিয়ারের সুবিধা
1. নকল উপাদান কাঠামো অন্তর্ভুক্তির ঝুঁকি বাদ দেয়
2. গ্যাসের গর্ত, মাইক্রো সংকোচন, পিনের গর্ত, গরম টিয়ার, বালি এবং স্ল্যাগ অন্তর্ভুক্তির মতো কাঠামোগত ত্রুটিগুলি এড়ানো হয়
3. তাই, শরীরের গঠন মেরামত ঢালাই এবং যেমন দাঁতযুক্ত জায়গা নাকাল প্রয়োজন হয় না।
4. বানোয়াট উত্পাদন পদ্ধতি নিদর্শন এবং রাইজারগুলির প্রয়োজনীয়তা বাদ দেয়
5. অন্তর্নিহিত কাঠামোর (যেমন ওয়েব, গাসেট) জন্য ব্যবহৃত উপাদানের তুলনায় রিম উপাদানের উচ্চ কঠোরতা এবং উচ্চ শক্তি রয়েছে
বৈশিষ্ট্য
1. বাহ্যিক দাঁত
সর্বোচ্চ ব্যাস: 16000 মিমি
দাঁতযুক্ত মুখের প্রস্থ: 1700 মিমি
সর্বাধিক মডিউল: হব দ্বারা 45
সর্বোচ্চ মডিউল: 65 গিয়ার ফিনিশিং কাটার
2. অভ্যন্তরীণ দাঁত
সর্বোচ্চ ব্যাস: 6500 মিমি
সর্বাধিক মডিউল: 25.4
দাঁতযুক্ত মুখের প্রস্থ: 400 মিমি
ফরজিং উপাদান প্রক্রিয়া
জোড়দার করা
চূড়ান্ত ঘূর্ণায়মান
চুল্লি কুলিং
উৎপাদন নিয়ন্ত্রণ
জল quenching
কঠোরতা পরীক্ষা
রুক্ষ যন্ত্র
অতিস্বনক পরীক্ষা এবং মাত্রিক পরিদর্শন
চূড়ান্ত পরিদর্শন সার্টিফিকেশন
মান/শংসাপত্র
UNI EN ISO
AWS
এএসটিএম
আমার মত
DIN
অ্যাপ্লিকেশন
আমাদের ঘের গিয়ারগুলি সিমেন্ট এবং খনিজ শিল্পে প্রয়োগ করা হয়:
বিভিন্ন ধরনের অনুভূমিক মিল
রোটারি ড্রায়ার
রোটারি ভাটা
অন্য কোন বড় গিয়ার রিং অ্যাপ্লিকেশন
নাকাল মিলের জন্য ইস্পাত ঢালাই জন্য স্পেসিফিকেশন
dঅতিস্বনক পরিদর্শন রিপোর্ট (মেরামতের আগে এবং পরে)
eচৌম্বকীয় কণা পরিদর্শন প্রতিবেদন (মেরামতের আগে এবং পরে)
চমাত্রিক প্রতিবেদন
gঢালাই মেরামতের মানচিত্র
জ.ঢালাই পদ্ধতি এবং পদ্ধতির যোগ্যতা রেকর্ড
iওয়েল্ডার যোগ্যতা
jননডেস্ট্রাকটিভ টেস্টিং ইন্সপেক্টর যোগ্যতা
|
আইটেম
|
অবকাঠামো বৈশিষ্ট্য
|
প্রক্রিয়াকরণ পরিমাপ
|
পরীক্ষার বিষয়বস্তু
|
|
ঘের গিয়ার
|
(1) GS42CrMo4 অ্যালয় স্টিল (কর্পোরেট মালিকানা মান)
HB 220~240
(2) আধা-গঠিত, Y-স্পোক
(3) হেলিকাল
(4) খাদ স্টিলের যুক্তিসঙ্গত সিলিং এবং সারিবদ্ধকরণ কাঠামো (কর্পোরেট মালিকানা মান)
|
(1) বাইরের ইস্পাত পরিশোধন (আরএইচ আর্গন এবং ভ্যাকুয়াম চিকিত্সা)
(2) মালিকানাধীন ঠান্ডা ছাঁচ ঝুলন্ত বালি প্রযুক্তি ঢালাই নিশ্চিত করতে, দাঁত ঘন
(3) স্বাভাবিককরণ (মালিকানা প্রযুক্তি) দাঁত পৃষ্ঠের কঠোরতা নিশ্চিত করতে
পরে
(4) রুক্ষ hobbing, মুক্তির সময়, যৌথ পৃষ্ঠ মেরামত, তারপর সূক্ষ্ম রোল
(5) মালিকানাধীন বাড়িতে তৈরি হব ফাইন হবিং
|
(1) ঢালাই যান্ত্রিক বৈশিষ্ট্য এবং রাসায়নিক গঠন (অভ্যন্তরীণ মান)
(2) সোনিক পরীক্ষার পরে রুক্ষ
(3) আধা-সমাপ্তি, অতিস্বনক পরীক্ষা এবং চৌম্বকীয় কণা পরিদর্শনের পরে সমাপ্তি
(4) দাঁত পৃষ্ঠের চৌম্বকীয় কণা পরিদর্শন, কঠোরতা পরীক্ষা
(5) দাঁত সহনশীলতা পরীক্ষা
(6) গিয়ারের আকারের নির্ভুলতা পরীক্ষা করার জন্য কারখানার সমাবেশ লোড পরীক্ষা
|

একটি বড় CITICIC গিয়ার রিংয়ের প্রযুক্তিগত প্রয়োজনীয়তা:
1) পৃষ্ঠ কঠিনীকরণ চিকিত্সা স্বাভাবিক করার আগে pretreated হয়, কঠোরতা উচিত HB210 ~ 250;যান্ত্রিক কর্মক্ষমতা চূড়ান্ত শক্তি Rb 690MPa, ফলন স্ট্রেস Rs 490MPa, প্রসারণ D5 11%, এলাকা W 25% হ্রাস, প্রভাব দৃঢ়তা Ak 30J;দাঁত আনয়ন কঠিন, কঠোরতা HRC50 ~ 55;কার্যকর কঠোর স্তর গভীরতা 3 ~ 5 মিমি।
2) সামগ্রিক অতিস্বনক ত্রুটি সনাক্তকরণ, অভ্যন্তরীণ গুণমান দুটি প্রয়োজনীয়তা GB7233-87 মান প্রয়োজনীয়তা পূরণ করা উচিত;দাঁত এবং ফিললেট চৌম্বকীয় কণা পরিদর্শন, গুণমান দুটি প্রয়োজনীয়তা GB/T9444-88 মান পূরণ করা উচিত।
3) মনে রাখবেন কাস্টিং R5 ~ R10 বৃত্তাকার নয়।
4) উভয় প্রান্তে টুথ চেমফার এবং 1 45b.5) আড়াই রিং গিয়ারের দাঁতের প্রস্থ প্রতিটি রিং কাপলিং এর প্রান্ত বরাবর উচ্চ শক্তির বোল্ট দিয়ে তৈরি, দাঁতের পৃষ্ঠের সাথে মিলিত হতে হবে নীচের কেন্দ্রে .
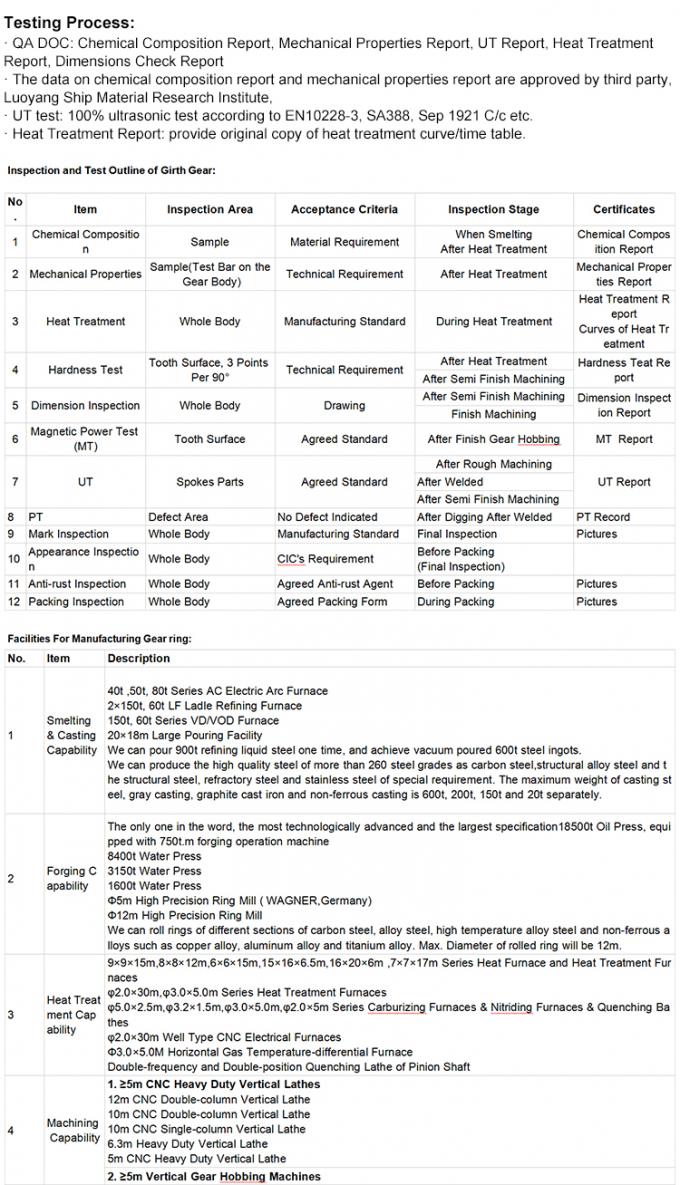
2 বড় রিং গিয়ার উত্পাদন প্রক্রিয়া
মোটামুটি 2.1
সিআইটিআইসি হেভি মেশিনারি কোং লিমিটেড দ্বারা ইস্পাত ঢালাই খালি প্রদান করা হয়। GB11352-89 স্ট্যান্ডার্ড দ্বারা পরিচালিত হেভি ফোরজিং প্ল্যান্ট ঢালাই প্রক্রিয়া, গলানো, ঢালাই, হিট বক্স, পরিষ্কার করা, ড্রেসিং কাস্টিং; অনুযায়ী মডেলিংয়ের প্রয়োজনীয়তা নির্দিষ্ট করে।ইস্পাত ফাঁকা জন্য অঙ্কন এবং প্রযুক্তিগত প্রয়োজনীয়তা দ্বারা পরিদর্শন এবং গ্রহণের সময়
চেক, JB/T6402-92 মান মেনে নেওয়ার পরে জারি করা
ডাউন পদ্ধতি।
2.2 রুক্ষ
অঙ্কন এবং থাকার বাইরে ভাতা, প্রান্তিককরণ, সংযোগ, বৃত্তের ভিতরে এবং বাইরে উভয় প্রক্রিয়াকরণ, ফেস মিলিং, ড্রিলিং এবং অন্যান্য প্রক্রিয়াগুলিকে একত্রিত করে ক্রস করা হয়েছে।
2.3 অন্বেষণ আঘাত
সামগ্রিক অতিস্বনক ত্রুটি সনাক্তকরণ, অভ্যন্তরীণ গুণমান GB7233-87 মানগুলির দুটি প্রয়োজনীয়তা পূরণ করা উচিত।
2.4 স্বাভাবিককরণ প্রিট্রিটমেন্ট
আধা-রিং জোড়া স্বাভাবিককরণ এবং টেম্পারিং চিকিত্সা, পরবর্তী পৃষ্ঠ শক্ত করার জন্য একটি ভাল সংস্থা প্রদান করে;তাপ চিকিত্সার পরে অর্ধ রিং গিয়ার পরিদর্শনের অঙ্কন প্রেস বিকৃতি.
2.5 মেশিনিং
প্রথম আড়াই রিং উচ্চ শক্তির বোল্ট দিয়ে তৈরি করা হয় যা রিংটিকে সামগ্রিকভাবে সংযুক্ত করে, সামগ্রিক প্রক্রিয়াটি একটি বৃত্ত Quannei ওয়াই দাঁত এবং উপরের এবং নীচের প্রান্ত অঙ্কন করে, এবং তারপর অঙ্কন এবং মিলিং প্রক্রিয়ার প্রয়োজনীয়তা মেশিন করে।
2.6 প্রক্রিয়াকরণ চাপ দূরীকরণ
সামগ্রিক রিং চাপ দূর করতে annealed.
2.7 সামগ্রিক রিং পৃষ্ঠ শক্ত করা
যদি অ্যালভিওলার দাঁত পৃষ্ঠ আবেশন কঠোরতা বরাবর, কঠোরতা HRC50 ~ 55, কার্যকর শক্ত স্তর গভীরতা 3 ~ 5 মিমি।
2.8 চূড়ান্ত পরিদর্শন
প্রথমত, সনাক্তকরণ ফ্রিকোয়েন্সি quenching, টেম্পারিং রিং গিয়ার কগিংয়ের পরে কঠোরতা অঙ্কনের প্রয়োজনীয়তা পূরণ করে;দ্বিতীয়ত, ডিফরমেশন 3 মিমি হিসাবে সর্বাধিক বাইরের ব্যাস বৃহত্তর আকার D6944 কিনা তা সনাক্ত করতে, যোগ্যতা না হওয়া পর্যন্ত যান্ত্রিক সংশোধন প্রয়োজন;তৃতীয়ত, দাঁত এবং ফিললেট চৌম্বকীয় কণা পরিদর্শন, গুণমান দুটি প্রয়োজনীয়তা GB/T9444-88 মান প্রয়োজনীয়তা পূরণ করা উচিত;অবশেষে, চূড়ান্ত পরিদর্শনের জন্য অঙ্কন এবং প্রযুক্তিগত প্রয়োজনীয়তা অনুযায়ী।
| না. |
প্রক্রিয়া |
প্রক্রিয়াকরণ
পরিমাপ করা
|
প্রক্রিয়াকরণ
সরঞ্জাম
|
কার্যক্রম এর পরীক্ষা |
পরিদর্শন সরঞ্জাম |
|
1
|
প্রস্তুত করা
|
1. উপাদান: উচ্চ মানের ঢালাই ইস্পাত
2. যৌক্তিক ঢালাই প্রক্রিয়া প্রণয়ন করুন এবং দৃঢ়ীকরণের কম্পিউটার সিমুলেশনের মাধ্যমে কাস্টিং গুণমান নিশ্চিত করুন
3. ঢালাইয়ের রাসায়নিক গঠন নিশ্চিত করার জন্য যুক্তিসঙ্গত গলানোর প্রক্রিয়া তৈরি করুন
4. নিশ্চিত করার জন্য যুক্তিসঙ্গত তাপ চিকিত্সা প্রক্রিয়া প্রণয়ন
ঢালাই এর যান্ত্রিক বৈশিষ্ট্য যাচাই করুন
|
|
|
|
|
2
|
মডেলিং
|
1. টাইপ (কোর) বালির গুণমান কঠোরভাবে নিয়ন্ত্রণ করুন, জলের শক্তি এবং নিয়ন্ত্রণ নিশ্চিত করুন
2. বালি tamping, আনত পৃষ্ঠ মসৃণতা, পেইন্ট ব্রাশ দুইবার
3. প্রক্রিয়া প্রয়োজনীয়তা অনুযায়ী ঢালা রাইজার এবং ঠান্ডা লোহা রাখুন
4. প্রয়োজন অনুযায়ী পরিষ্কার করে বেক করুন
গহ্বর
|
বালি মিক্সার
|
টাইপ (কোর) বালি এবং পৃষ্ঠের বালির গুণমান পরীক্ষা করুন
2. গহ্বরের আকার পরীক্ষা করুন
বেকিং সময় পরীক্ষা করুন
|
|
|
3
|
গন্ধ ঢালাই
|
1. কম এসপি পিগ আয়রন বেছে নিন, প্রক্রিয়া অনুযায়ী স্ক্র্যাপ স্টিল, সহায়ক উপকরণ এবং বেকিং ফার্নেসের সংকর ধাতু নির্বাচন করুন
2. বিশেষ প্রক্রিয়া গলন অনুযায়ী, ইস্পাত করা
SP বিপজ্জনক উপাদান অভ্যন্তরীণ নিয়ন্ত্রণ মান পূরণ
3. সমাপ্ত গলিত ইস্পাতকে ল্যাডলে আর্গন ফুঁ দিয়ে এবং আরএইচ ভ্যাকুয়াম সার্কুলেশন ডিগ্যাসিং দিয়ে চিকিত্সা করা হয় যাতে গলিত ইস্পাতের সংমিশ্রণ অভিন্ন হয়, ক্ষতিকারক অক্সিজেন (H, O) হ্রাস, অভিন্ন তাপমাত্রা, গলিত ইস্পাতের তরলতা বাড়ানো যায়, যাতে নিশ্চিত করা যায় ঢালাইয়ের ভাল তরল পুনরায় পূরণ করা এবং ছিদ্র এবং অন্যান্য ত্রুটি থেকে ঢালাই প্রতিরোধ করে
বিধান অনুযায়ী ঢালাই তাপমাত্রা এবং ঢালাই গতি কঠোরভাবে নিয়ন্ত্রণ করুন
|
50 t চুল্লি
ল্যাডেল আর্গন ব্লোয়িং ডিভাইসের জন্য আরএইচ ভ্যাকুয়াম সার্কুলেশন ডিগ্যাসিং সরঞ্জাম
|
1. চুল্লি উপকরণ প্রযুক্তিগত প্রয়োজনীয়তা পূরণ করতে হবে
2. খাওয়ানোর তাপমাত্রা, খাওয়ানোর পরিমাণ, বিশুদ্ধ ফুটন্ত সময়, ইস্পাত তাপমাত্রা নিয়ন্ত্রণ করুন
3. সরাসরি রিডিং স্পেকট্রোমিটারটি চুল্লির সামনে রাসায়নিক সংমিশ্রণটি দ্রুত সনাক্ত করতে ব্যবহার করা হয় যাতে গলানোর সময় সরঞ্জামগুলি সর্বোত্তম অবস্থায় থাকে এবং ঢালার সময় প্রস্তুত পণ্যের রাসায়নিক গঠন প্রয়োজনীয়তা পূরণ করে।
4. আর্গন ব্লোয়িং এবং আরএইচ ভ্যাকুয়াম ট্রিটমেন্টের পরামিতি পরীক্ষা করুন
5. প্রারম্ভিক তাপমাত্রা পরীক্ষা করুন এবং
ঢালা সময়
|
ডাইরেক্ট রিডিং স্পেকট্রোমিটার
ভৌত এবং রাসায়নিক সরঞ্জাম
|
|
4
|
পরিষ্কার এবং তাপ চিকিত্সা
|
1. ঢালাই ছাঁচের অভ্যন্তরীণ তাপ সংরক্ষণের সময় প্রক্রিয়া প্রয়োজনীয়তার চেয়ে কম হবে না
2. বালি পড়া, শট ব্লাস্টিং, কাটা এবং ঢালা রাইজার প্রযুক্তিগত প্রয়োজনীয়তা পূরণ করে
3. কঠোরভাবে ফাঁকা তাপ চিকিত্সা আউট বহন
চুল্লির তাপমাত্রার অভিন্নতা নিশ্চিত করতে এবং ঢালাইয়ের মূল কাঠামোকে পরিমার্জিত করতে
|
50t
জড় পতনশীল বালি মেশিন এবং
8.5 × 12 মি
তাপ চিকিত্সা চুল্লি
|
1. চুল্লি তাপমাত্রা রেকর্ড পরীক্ষা করুন
2. নমুনাটি একই চুল্লিতে ঢালাই দিয়ে তাপ-চিকিত্সা করা হয় এবং যান্ত্রিক বৈশিষ্ট্যগুলি অবিলম্বে পরীক্ষা করার জন্য পাঠানো হয়
3. ফাঁকা পৃষ্ঠের গুণমান পরীক্ষা করুন
পরিমাণ, জ্যামিতিক মাত্রা এবং মেশিনিং ভাতা
|
ভৌত এবং রাসায়নিক সরঞ্জাম
|
|
5
|
রুক্ষ মেশিনিং |
1. প্রযুক্তিগত বিধান অনুযায়ী রুক্ষ যন্ত্রের জন্য রিজার্ভ ভাতা
কৃত্রিম বার্ধক্য চিকিত্সা
|
উল্লম্ব লেদ
8.5 × 12 মি
তাপ চিকিত্সা চুল্লি
|
আকার পরীক্ষা করুন
ত্রুটি অতিস্বনক পরিদর্শন জন্য ভিজ্যুয়াল পরিদর্শন
|
অতিস্বনক
পরীক্ষামূলক
|

 আপনার বার্তাটি 20-3,000 টির মধ্যে হতে হবে!
আপনার বার্তাটি 20-3,000 টির মধ্যে হতে হবে!